电 话:13931562897
网 址:www.tsjljs.com
邮 箱:jinluncaigang@163.com
网 址: www.tsjljs.com
地 址:河北省玉田县鸦鸿桥镇京沈高速出口南200米路西

根据多年彩钢屋顶造价加工的施工经验分析,彩钢屋顶造价加工在原有的混凝土屋顶上一般分为两种方式。拱形屋顶的方法H钢焊接在嵌入式件的上侧,或直接使用钢板然后焊接,并保持前沿拖曳,然后我们在铁上安装我们。拱屋顶。谷物储备以两种方式形成拱形屋顶。它是添加的。 2:让我们采取另一种方式,第二种类型刚刚更新了屋顶的方法,到目前为止,我们拥有原来的纹理屋顶结构柱,制作了短柱和混凝土梁。其中,混凝土短柱是必不可少的,可以使用混凝土梁,我们可以使用H钢,或使用钢沟。值得注意的是,在传统情况下,我们使用镀锌电流排水沟,厚度3mm就足够了。有时我们还将使用5毫米厚的钢管排水沟。该钢板没有镀锌,喷涂涂料,我们将在模板内部安装拱顶的小跨度。

因为各地的雪压,风压值不同,在设计计算彩钢屋顶造价加工时必须充分考虑。在拱形屋顶的设计中,要考虑三类荷载(载荷),恒载荷,雪载荷,风载荷。并由此计算验证支座反力。拱形屋顶的结构看起来是很简单的,可是简单的外形后面需要有力的技术支撑,否则拱形屋顶可能因受力分析有问题而出现结构性问题。拱形屋顶设计数据举例如下:设计说明:1、反力编号所代表的反力位置如图所示,和图中的反力方向一致的反力为正值;2、表中数据为标准值,荷载取值符合我国建筑结构荷载规范GB50009-2001,单位KN/m;3、自重类荷载包括彩钢屋顶造价加工、保温重量、灯具重量,如需使用其他荷载,请与本公司联系,以便校核;4、拱形屋顶自身满足抗震需求,屋盖反力中地震荷载组合小于常规荷载组合;5、下部结构与上部结构为铰接连接,柱子按照表中所提数据按悬臂柱进行计算;

1.无梁无檩,空间开阔,跨越能力大,跨度6-32米任意选择。2.低造价,投资少,经济实惠。3.坚固耐用彩钢屋顶造价设计施工周期短,10000m²屋顶建筑20天即可完成。4.彩色镀锌钢板,机械锁边连接,自然防水,无渗漏。5.外形美观、坚固耐用、无需维护。6.自重轻,整体构造科学合理,抗风抗震性能优越。7.彩钢屋顶造价加工抗风抗雪载,可以抵抗时速160km/n强风,可以承148kg/m²的雪载。8.造型美观,色彩鲜艳,新颖而富有韵律。丰富多样的屋面形式,赋予建筑物以全新的外观。9.功能齐,屋面板梁合一,集保温(采用聚氨酯喷涂)、隔热、通风、采光等多种功能。

型钢应进行校直后方可进行锯切。单件锯切的构件,先划出号料线,然后对线锯切。成批加工的构件,可预先安装定位挡板进行加工。加工精度要求较高的重要构件,应考虑预留适当的加工余量,以供锯切后进行端面精铣。锯切时,坚固耐用彩钢屋顶造价应注意切割断面垂直度的控制。在进行气割操作时应注意以下工艺要点:气割前必须检查确认整个气割系统的设备和工具全部运转正常,并确保安全。气割时应选择正确的工艺参数。切割时应调节好氧气射流风线的形状,使其达到并保持轮廓清晰,风线长和射力高。气割前,坚固耐用彩钢屋顶造价加工应去除钢材表面的污垢、油污及浮锈和其它杂物,并在下面留出空间,以利于熔渣的吹出。气割时,必须防止回火。为了防止气割变形,操作中应先从短边开始;应先割小件,后割大件;应先割较复杂的,后割较简单的。矫正和成型

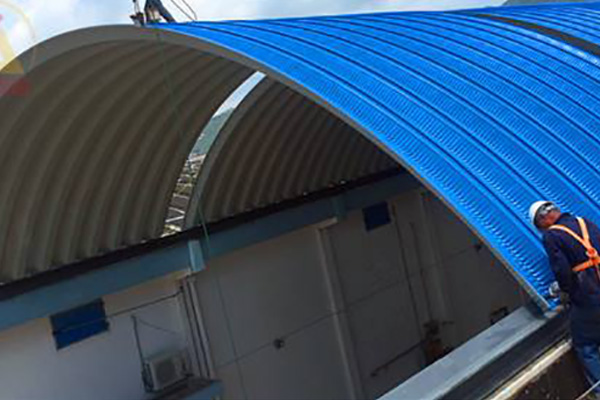
拱形波纹钢屋盖结构在国外已有一百多年的应用历史,我国自90年代初开始应用。 由于其具有用料省、施工速度快、呼和浩特坚固耐用彩钢屋顶造价加工跨越能力大、防水性能好、造价低等优点,很适合我国国情,因此在短短十余年间,这种结构在我国已完成了从无到有,到大量应用的发展历程。据不完全统计,目前国内已有这种结构的施工单位100多家,坚固耐用彩钢屋顶造价加工已完成建筑面积400多万平方米。 与这种结构发展形势很不协调的是对这种结构的技拱形屋顶彩钢卷板彩钢板彩钢板既具有钢铁材料机械强度高,易成型的性能,又兼有涂层材料良好的装饰性和耐腐蚀性。然而彩钢板活动房会出现不同程度的隔音不好的现象
下面介绍处理不同坚固耐用彩钢屋顶造价部位的施工办法。1.1翼缘板的角变形纠正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),留意加热规模不超越两焊脚所控制的规模,所以不必水冷却。线状加热时要留意:(1)不该在同一位置反复加热;(2)加热进程中不要进行洒水。这两点是火焰纠正一般原则。1.2柱、梁、撑的上拱与下挠及曲折一、在翼缘板上,对着纵长焊缝,由中心向两头作线状加热,即可纠正曲折变形。为防止发生曲折和歪曲变形,两条加热带要同步进行。可采取低温纠正或中温纠正法。这种办法有利于坚固耐用彩钢屋顶造价加工削减焊接内应力,但这种办法在纵向缩短的一起有较大的横向缩短,较难把握。