电 话:13931562897
网 址:www.tsjljs.com
邮 箱:jinluncaigang@163.com
网 址: www.tsjljs.com
地 址:河北省玉田县鸦鸿桥镇京沈高速出口南200米路西

下面介绍处理不同应用广泛拱形屋顶施工部位的施工办法。1.1翼缘板的角变形纠正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),留意加热规模不超越两焊脚所控制的规模,所以不必水冷却。线状加热时要留意:(1)不该在同一位置反复加热;(2)加热进程中不要进行洒水。这两点是火焰纠正一般原则。1.2柱、梁、撑的上拱与下挠及曲折一、在翼缘板上,对着纵长焊缝,由中心向两头作线状加热,即可纠正曲折变形。为防止发生曲折和歪曲变形,两条加热带要同步进行。可采取低温纠正或中温纠正法。这种办法有利于应用广泛拱形屋顶施工加工削减焊接内应力,但这种办法在纵向缩短的一起有较大的横向缩短,较难把握。

MIS240型拱形屋顶如何采光?应用广泛拱形屋顶施工加工的采光主要有两种作法:⑴在MIS240型拱形槽板的壳板上开口,代之以银河采光板。⑵局部改变拱高,MIS240型拱高变化处的竖立面用邯郸应用广泛拱形屋顶施工采光板封闭。采光出处的开口不预留,待结构完成后,用等离子切割机杂一结构上开孔。采光板安装完毕后,开孔处用密封胶封闭。MIS240型采光处结构要加强。

熟悉施工图,发现有疑问之处,应与有关技术部门联系解决。准备好做样板、样杆的材料,一般可采用薄铁皮和小扁钢。放样需要钢尺必须经过计量部门的校验复核,合格后方可使用。号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质的零件应分别号料。并依据先大后小的原则依次号料。样板样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作线、弯曲线等各种加工符号。放样和号料应预留收缩量包括现场焊接收缩量及切割、铣端等需要的加工余量:铣端余量:剪切后加工的一般每边加—mm,气割后加工的则每边加—mm。拱形屋顶施工加工切割余量:自动气割割缝宽度为mm,手工气割割缝宽度为mm。应用广泛拱形屋顶施工焊接收缩量根据构件的结构特点由工艺给出。主要受力构件和需要弯曲的构件,在号料时应按工艺规定的方向取料,弯曲件的外侧不应有样冲点和伤痕缺陷。号料应有利于切割和保证零件质量。本次号料后的剩余材料应进行余料标识,包括余料编号、规格、材质及炉批号等,以便于余料的再次使用。切割下料划线以后的钢材,必须按其所需的形状和尺寸进行下料切割。
型钢应进行校直后方可进行锯切。单件锯切的构件,先划出号料线,然后对线锯切。成批加工的构件,可预先安装定位挡板进行加工。加工精度要求较高的重要构件,应考虑预留适当的加工余量,以供锯切后进行端面精铣。锯切时,应用广泛拱形屋顶施工应注意切割断面垂直度的控制。在进行气割操作时应注意以下工艺要点:气割前必须检查确认整个气割系统的设备和工具全部运转正常,并确保安全。气割时应选择正确的工艺参数。切割时应调节好氧气射流风线的形状,使其达到并保持轮廓清晰,风线长和射力高。气割前,应用广泛拱形屋顶施工加工应去除钢材表面的污垢、油污及浮锈和其它杂物,并在下面留出空间,以利于熔渣的吹出。气割时,必须防止回火。为了防止气割变形,操作中应先从短边开始;应先割小件,后割大件;应先割较复杂的,后割较简单的。矫正和成型
拱以曲杆抗衡并传递外力给支座,故铰支座不仅承受竖向力,并有相当大的水平向外的拱脚推力,其合力就位于拱轴曲线在支座点的切线方向上。拱所承受的荷载不同,其压力曲线的线形也不相同,一般按恒载下压力曲线确定;在活载作用下,应用广泛拱形屋顶施工力可能产生弯矩,这时铰的设置就会影响拱内弯矩的分布状况。与刚架相仿,只有地基良好或两侧拱肢处有稳定边跨结构时才采用无铰拱,这种拱很少用于房屋建筑。双铰拱应用较多,为适应软弱地基上支座沉降差及拱拉杆变形,最好采用静定结构的三铰拱。拱以曲杆抗衡并传递外力给支座,故铰支座不仅承受竖向力,并有相当大的水平向外的拱脚推力,其合力就位于拱轴曲线在支座点的切线方向上。拱形屋顶施工加工有推力是其主要力学特征之一,矢高f越小,推力越大。一次超静定的双铰拱,支座的垂直或水平位移均会引起内力变化,对支座在推力作用下无变位的要求就更严格。由此可见,为了使拱保持正常工作,务必确保其支座能承受住推力而不位移,故拱脚推力的结构处理,是拱结构设计的中心问题。

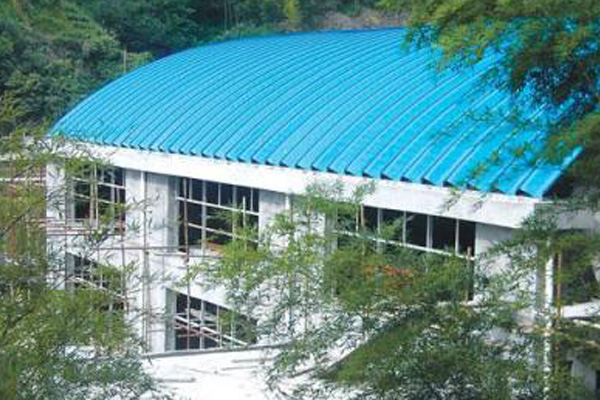
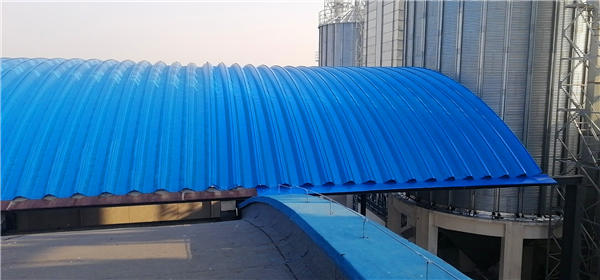
拱形屋顶学名金属薄壁拱型屋盖是近几年来从国外引进和发展起来的一种新型的屋盖结构,国内目前大跨度可达36m,它与传统结构相比,有着自重轻、安装容易、造型美观、施工周期短、抗震性能好、造价低廉、环境污染少、免维护等综合优势。应用广泛拱形屋顶施工加工作为建设部2001年科技成果推广项目,在近年来有了长足的发展,目前施工技术已日臻成熟。作为冷弯型钢结构的一个分支,应用广泛拱形屋顶施工加工结构早在十九世纪八十年代就开始为人类所用,金属拱型波纹屋盖结构属于冷弯型钢结构范畴并有着很久的应用历史。